
Båtreparation med epoxi
Köp reparationsset för båt här
Hur man fixar ett hål i härdplastlaminatet, t.ex. på en glasfiberbåt:
![]()
Förbehandling
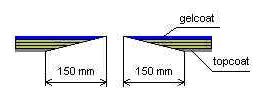
Reparationen görs på insidan om möjligt (ojämn, grov formyta.) Arbetet påbörjas genom att slipa noggrannt ca 15 cm åt alla håll runt hålet. Använd helst sandpapper med grovleken 40 – 60. Slipningen görs diagonalt så att laminatet blir tunnare ju närmare hålet man kommer (se bild under). Ifall slipningen görs med maskin lönar det sig att skrapa ytan några gånger för hand för att få en ännu grovare yta. Området som slipats bör vara konformat så att ytarean blir tillräckligt stor för maximal vidhäftning. Kom ihåg att rengöra området med lämpligt lösningsmedel, t.ex. aceton, före själva lamineringen.
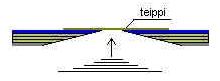
Om nödvändigt, tejpa fast hålet från utsidan. Under tejpet kan man belägga en remsa peel ply så att ytan blir färdigt grov före området spacklas och målas. Ifall själva lamineringen görs med epoxi bör man använda glasfiberväv eller kolfiberväv – inte glasfibermatta (glasfibermatta används med polyesterharts). Epoxi väter dåligt glasfibermattan på grund av emulsionsbindningen mellan glasfiberhacket. (Det finns gott om olika glasfiber- och kolfiberväv. I det här bladet nämns några alternativ.) Kapa torra bitar/remsor från vävet. Största biten är lika stor som hela området som slipats och därpå följande minskar i storlek.
Skydda huden
Varenda gång du börjar arbeta med epoxi kom ihåg skyddsutrustning: använd långärmad skjorta och skyddshandskar som tål ämnet. Verktygen kan rengöras med aceton, men notera att epoxi till sin natur är ett bra lim och fäster sig på nästan vad som helst. Använd därför billiga verktyg som kan kastas bort efteråt. Epoxiharts är skadligt för hälsan och huden. Härdaren däremot är ett allergiframkallande ämne.
Dosering
Mängden harts som behövs är ca 1,5 – 2 x vävtyngd (inkl. spill): Ifall det används 200 g/m2 väv förbrukas 300 – 400 g/m2 harts. Följ alltid anvisningarna och fäst uppmärksamhet vid rätt blandningsförhållande – härdare får ej tillsättas varken för mycket eller för litet. Bästa verktyg för dosering är en noggrann våg som är runtlindad med en genomskinlig plastpåse. Sprutor är bra redskap för dosering av små mängder harts och härdare (egen spruta för vardera). Mät rätt mängd harts och härdare, blanda omsorgsfullt med blandningspinne. Hartset härdas inte ifall blandningsförhållandet är felaktigt, blandningen är gjord slarvigt eller temperaturen är för låg.
Bearbetning
Hartset breds ut alltid till först och ovanpå breds ut vävet. Påbörja lamineringen med den största vävremsan (hartset under, vävet ovanpå). Luften under vävytan bör tas bort antingen med hjälp av t.ex. aluminiumroller eller pensel. Den sist nämnda räcker vid mindre operationer. Vid större operationer där konsumtion av väv överskrider 1 kvm är det bra att arbeta med både mohairrulle och pensel (naturligtvis till sist med aluminiumroller). Följande vävskikt kan lamineras på direkt. Ifall du är tvungen att arbeta nerifrån uppåt lönar det sig att vänta tills första skiktet har härdats före du fortsätter med följande skikt.
Temperatur
Arbetet lyckas bäst i varm temperatur – t.ex. ca. +20 °C. Då temperaturen minskar under +15°C härdas hartset nödvändigtvis inte. Även alltför hög luftfuktighet inverkar negativt på härdningen – luftfuktigheten bör vara mindre än 70 %. Tillsats av härdare försnabbar inte härdningsprocessen efteråt varför rätt blandningsförhållande är ytterst viktigt. Ifall arbetet görs i sval temperatur bör hartset och härdaren förvaras i varm temperatur (du kan t.ex. värma upp dem på förhand i +30°C). Värmefläkt kan vara bra att använda, även solljus kan utnyttjas. Den tillförda värmen bör uppehållas ständigt under härdningstiden. Med temperaturen avses alltid objektets temperatur – ifall termometern visar +20 °C ute på gården och temperaturen på objektet är +15°C, sker härdningen långsamt. Ifall temperaturen på väggen i garaget är +20 °C och i båten på betonggolvet +15°C, sker härdningen också långsamt.
Då lamineringen har slutförts kan tejpet och eventuella peel plyet avlägsnas. Möjliga ojämnheter som återstått slipas bort. Ifall området behöver spacklas, kan man som tillsats blanda i mikroballonger i SP 106-epoxi. Spacklet kan slipas efterhand.
![]()
Ytbehandling
Epoxi kan ytbehandlas antingen med epoxi- eller uretanbaserad målarfärg. Obs! Polyesterbaserad topcoat målas inte på epoxi; den fäster inte! Målarfärg kan bredas ut tillräckligt mycket så att ytan förblir lite i höjd i jämförelse med den originala ytan bredvid. Ytan jämnas ut och vattenslipas med grovleken 1000 eller högre.
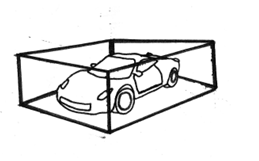
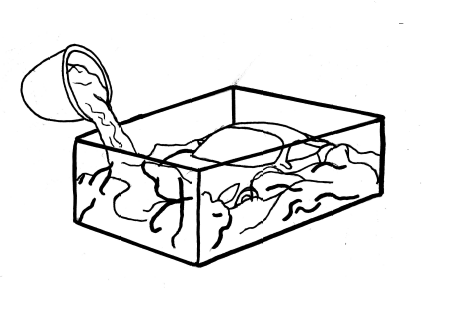
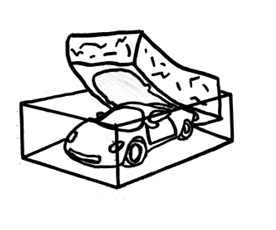
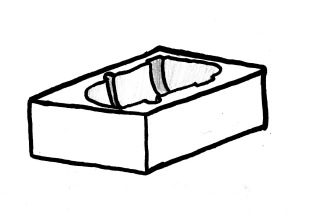
Reparation av köl
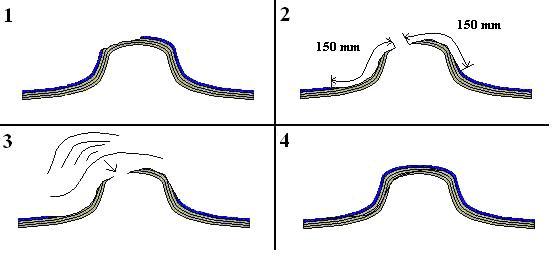
Följande bildserie presenterar hur det lönar sig att reparera en skadad köl på en vanlig glasfiberbåt. Ifall det existerar uretanskum mellan båtens inre och yttre skal, vilket i de flesta fall har sugit i sig vatten, bör detta område tas bort och ersättas med nytt uretanskum (eller epoxiskum). Obs! Enkomponents tätningsskum som finns tillgängligt i tryckflaskor fyller inte kapslingar, utan de är avsedda för tätning av karmar. För att svällas upp har de luftfuktigheten till sitt förfogande. Polystyren dvs. styrox tål inte polyesterharts.
Bildserien ovan kan användas som grund och tillämpas även i andra fall då det gäller skador på härdplastlaminater. Sådana tillämpningar kan vara t.ex. bänkar som lossat i småbåtar. Ignorera inte omsorgsfull slipning – det är ytterst viktigt att ala ytor som kommer att behandlas är grova – enbart putsning med lösningsmedel räcker inte.
Förvara hartset och härdaren helst i svalt och skyddat från solljus, undvik dock minusgrader. Epoxi kristalliseras vid frysning och blir inte lätt användbar igen efter uppvärming.
SP 106 är i första hand avsett för reparation av härdplastlaminat. Hartset är snabbt och lätt att använda. Ifall området som skall repareras är större och därmed kräver längre arbetstid (> 30 min) samt ifall arbetet görs med tjockare väv (t.ex.. > 400 g/m2) lönar det sig att använda mindre viskösa hartser : SP 115, Ampreg 21 och Ampreg 22.
-
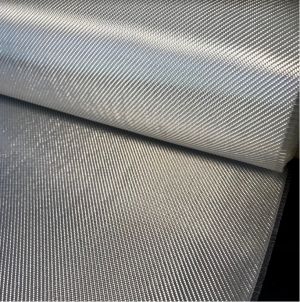
GLASFIBERVÄV 160 G/M2 2/2 TWILL 1,27M
Från: 135,38kr Välj alternativ Den här produkten har flera varianter. De olika alternativen kan väljas på produktsidan
Vaxning av form
Oberoende val av vax utförs vaxningen enligt följande:
- Kolla att formen är fullständigt härdad före vaxningen påbörjas. Efterhärda vid behov i högre temperatur.
- Avlägsna all smuts, damm och spill från formytan. Ifall formytan är behandlad med slippasta bör detta avlägsnas med tvättmedel. Låt ytan torka i lugn och ro före du påbörjar vaxningen: fukten under vaxytan kan sudda vaxskiktet efter första lösgöringen.
- Bred ut vaxet jämnt på en ca. 0,25 m2 area åt gången med svamp eller mjukt tyg. Se till att temperaturen är minst 20 °C.
- Avlägsna överlopps vax direkt före det hinner torka. Ifall vaxskiktet av någon anledning hinner torka, bred ut ett annat skikt på det första och polera bägge skikt samtidigt. För att få en så blank yta som möjligt använd alltid torrt, mjukt och rent tyg. Polera inte med maskin, annars kan vaxet överhettas, brinna fast och orsaka matta områden kring ytan.
- När vaxet har torkat byt tyg och polera formytan blank.
- Efter poleringen låt vaxskiktet härdas i ca. 15 minuter (min 20 °C) före utbredning av följande skikt. Efter sista vaxskiktet låt torka i ca. 30 minuter före du påbörjar lamineringen. I fuktiga omständigheter är torktiden längre.
Ny eller nybehandlad form
Bredd ut minst fyra vaxskikt enligt anvisningarna ovan på en ny, fixad eller nybehandlad form. Extra skikt som breds ut förbättrar ytterligare kvalitéten på formytan. Efter det sista skiktet låt hela vaxskiktet torka i minst 12 timmar (min 20 °C), helst 24 timmar innan följande åtgärder vidtas. Före formen tas i bruk lönar det sig att breda ut polyvinylalkoholfilm (PVA) på vaxskiktet. Efter de första 2- 3 lösgöringarna bred ut ett nytt polerat vaxskikt + PVA i formen. Låt vaxskiktet torka i minst 1,5 timmar före utbredning av PVA. Kom ihåg att avlägsna PVA-rester ur formen mellan lösgöringarna. På detta sätt bildas ett hållbart vaxskikt på formytan, vilket garanterar flera problemfria lösgöringar.
Båtreparation med polyester
Här beskrivs det hur du fixar ett hål i härdplastlaminatet med polyesterharts, t.ex. på en glasfiberbåt.

Reparationen görs på insidan om möjligt (ojämn, grov formyta.) Arbetet påbörjas genom att slipa noggrannt ca 15 cm åt alla håll runt hålet. Använd helst sandpapper med grovleken 40 – 60. Slipningen görs diagonalt så att laminatet blir tunnare ju närmare hålet man kommer (se bild under). Ifall slipningen görs med maskin lönar det sig att skrapa ytan några gånger för hand för att få en ännu grovare yta. Området som slipats bör vara konformat så att ytarean blir tillräckligt stor för maximal vidhäftning.
Om nödvändigt, tejpa fast hålet från utsidan. Själva lamineringen bör göras med vanlig glasfibermatta (= emulsionsbundet glasfiberhack) p.g.a. vidhäftningsskäl. Ifall du vill använda något väv i arbetet lönar det sig ändå att börja med glasfibermattan. Riv eller kapa lämpliga bitar från mattan. Största biten är lika stor som hela området som slipats och därpå följande minskar i storlek.
Mängden harts som behövs är ca. 1 kg / 1 m2 matta. Härdartillsats är 1 % i 20 °C och 1,5 % i 15 ºC. Blandningen ger arbetstid 35 – 45 minuter. Hartset breds ut alltid till först och ovanpå breds ut mattan. Påbörja lamineringen med den största mattremsan (hartset under, mattan ovanpå). Luften under mattytan bör tas bort antingen med hjälp av t.ex. aluminiumroller eller pensel. Den sist nämnda räcker vid mindre operationer. Vid större operationer där konsumtion av väv överskrider 1 kvm är det bra att arbeta med både mohairrulle och pensel (naturligtvis till sist med aluminiumroller). Följande vävskikt kan lamineras på direkt. Ifall du är tvungen att arbeta nerifrån uppåt lönar det sig att vänta tills första skiktet har härdats före du fortsätter med följande skikt. Före behandling med topcoat lönar det sig att slipa bort all hafs och andra ojämnheter.

Topcoat målas i två skikt för att uppnå tillräcklig vattentäthet. Vänta i max. 6 timmar utan mellanslipning.
- Använd ordentliga skyddshandskar.
- Tvätta verktygen med aceton.
Nu kan tejpes dras bort från utsidan, området slipas och förberedas för målning. Skyddstejpet lönar sig att fästas redan före slipningen. Eftersom topcoat inte är självutjämnande bör det bredas ut tillräckligt (2 – 4 skikt). Ytan blir tillräckligt hållbar med tanke på vattenslipningen. För att uppnå en så bra yta som möjligt (nära originalet) bör ytan vattenslipas med grovleken 1000 eller högre. Då lamineringen görs från utsidan bör det ses till att det finns tillräckligt med utrymme för topcoat, ca. 0,5 – 1,0 mm.
Följande bildserie presenterar hur det lönar sig att reparera en skadad köl på en vanlig glasfiberbåt. Ifall det existerar uretanskum mellan båtens inre och yttre skal, vilket i de flesta fall har sugit i sig vatten, bör detta område tas bort och ersättas med nytt uretanskum.
Obs! Enkomponents tätningsskum som finns tillgängligt i tryckflaskor fyller inte kapslingar, utan de är avsedda för tätning av karmar. För att svällas upp har de luftfuktigheten till sitt förfogande. Polystyren dvs. styrox tål inte polyesterharts.
Bildserien ovan kan användas som grund och tillämpas även i andra fall då det gäller skador på härdplastlaminater. Sådana tillämpningar kan vara t.ex. bänkar som lossat i småbåtar. Ignorera inte omsorgsfull slipning – det är ytterst viktigt att ala ytor som kommer att behandlas är grova – enbart putsning med lösningsmedel räcker inte.
- Förvara polyesterharts och topcoat helst i sval temperatur (ämnet tål t.o.m. minusgrader), skyddat från solljus.
- Använd ändå i ca. 20°C
- Blanda ordentligt
Tillverkning av silikonform
Behandling av modell
Formsilikon lösgör sig lätt från de flesta materialen. Det är ändå bra att rengöra modellen från smuts, fett och damm m.m., t.ex. med aceton. Ifall modellen har sprickor eller andra ojämnheter på ytan vilka inte är avsedda för att formas på silikonen bör modellen fyllas och spacklas. Även porösa ytor lönar sig att fyllas. Plastilina/bivax och dylika material kan hindra härdning av silikon. Sådant material kan vara bra att förbehandlas med lack.
Silikon kan bilda kemiska bindningar med vissa material. Sådana material är t.ex. silikon, glas och porslin. Vid behov kan man använda vaselin som släppmedel.
Silikonen kan ändra färgen på modellens yta och därför rekommenderar vi tester före formtillverkning.
Tillverkning av silikonform
1. Blanda A och B komponenterna väl i sina ursprungliga kärl. Kom ihåg även kärlbotten och kanterna.
2. Mät A och B komponenterna i förhållandet 1:1. Epoxiofibers additionspolymeriserande silikoner är Formsilikon 1520, 1540 och 623.
3. Blanda komponenterna sinsemellan. Glöm inte kärlbotten och kanterna (formen kan härdas ojämnt ifall blandingen inte är homogen).

4. Luftbubblor kan bildas under omrörning. Bubblorna kan avlägsnas med vakuum (10-20 mbar). Vid val av kärl lägg märke till att silikonen expanderas avsevärt under vakuum. Utan vakuummaskin kan luftbildningen minskas genom att lugnt röra om. Det lönar sig att hälla silikonen från ett kärl med flat kant – den flata kanten spräcker luftbubblorna.
Enkelsidig silikonform
1. Rengör och vid behov ytbehandla modellen.
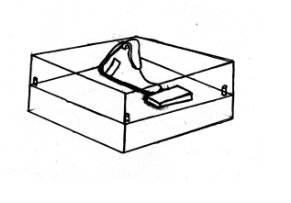
2. Ställ modellen i lådan så att på sidorna och ovanpå återstår ca. 2 cm fritt utrymme.
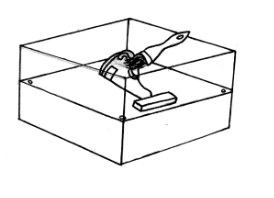
3. Modellen kan till först penslas med silikon för att spräcka luftbubblorna på ytan.
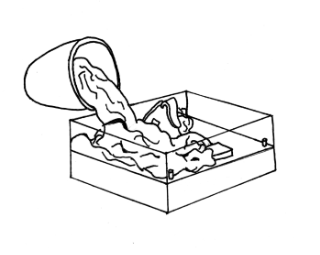
4. Häll silikonen jämnt och lugnt i lådan så att dess yta blir minst 1 cm ovanför modellen.
5. När silikonen har härdat ta bort den ur lådan och modellen.
6. Silikonformen är redo för användning.
Dubbelsidig silikonform
Dubbelsidig silikonform kräver oftast planering.
1. Rengör och vid behov ytbehandla modellen.

2. Märk modellen ungefär från mitten. Du kan skydda modellen t.ex. med plastfilm eller folie ända fram till mitten.
3. Placera t.ex. plastilina i bottnet på lådan och pressa in modellen ända fram till märket. Tryck inpassningshålen in i plastilinan. Plastisinet kan hindra silikonen från att härdas. Därför måste ytan skyddas med lack, plastfilm eller dylikt.
4. Vid behov pensla modellens yta med silikon för att hindra luftbubblor från att utvecklas.
5. Häll silikonen jämnt och lugnt i lådan så att dess yta blir minst 1 cm ovanför modellen.
6. När silikonen har härdat ta den bort ur lådan men inte ur modellen. Placera in mallen+silikonen på motsatta sidan i lådan (svängs upp och ner).
7. I det här skedet lönar det sig att behandla alla ytor med släppmedel, eftersom silikon fäster sig på silikon. Som släppmedel kan man använda t.ex. 10 % Fairy-lösning (eller annat diskmedel).
8. Vid behov pensla modellens yta igen med silikon. Häll silikon i formen minst 1 cm ovanför modellen.
9. Låt silikonen härda och lösgör delarna från varandra.

10. Ifall du inte har lämnat luftningskanaler i formen i förväg, kan du borra in dem nu. Luftningskanaler behövs för att materialet som skall gjutas in skall spridas ut jämnt överallt.
11. Före gjutningen kan formhalvorna fästas vid varandra med tejp, rem eller dylikt.

Silikonform med hårt skal
1. Skydda modellens yta med plastfilm, folie el. dyl. och placera den in i lådan (Bra om lådans kanter är lösa). De kan fästas i bottnet med t.ex. modellera).
2. Bred ut ett ca. 1 cm tjockt skikt, t.ex. plastilina, på modellens yta. Plastfilm kan bredas ut som skydd på plastilinan.
3. Gjut gipset på modellen. Runt modellen är det bra att ha minst 3 cm gipsmaterial. (Du kan också tillverka skalet av glasfiber och epoxi/polyester genom laminering. Då behöver du ingen låda).
4. Lösgör delarna från varandra och avlägsna plastilinan och skyddsfilmen från modellen.
5. Borra in gjutkanalen/-erna och luftningskanalen i skalet. Gjutkanalerna bör vara nedanför luftningskanalen. Rengör skalets insida från damm och annat smuts. Ifall rester av plastilina återstår i skalet kan det hända att silikonen inte härdas.
6. Placera åter igen modellen och skalet i lådan. Se till att skalet hålls på rätt plats. Framställ formsilikonen enligt anvisningarna ovan och häll blandningen i gjutkanalen tills ytan syns från luftningskanalen.
7. Låt silikonen härdas. Lösgör formen från lådan och modellen. Formen är nu redo för användning.