Beskrivning
MOLD STAR 15 SLOW A+B 1:1 8,16 kg
Mold Star 15 SLOW är en lättanvänd platinahärdad formsilikon. Den har ett blandningsförhållande på 1:1 i volym. Mold Star™-silikonerna har en relativt låg viskositet.
Mold Star™ 15 SLOW har en arbetstid på 50 minuter och en härdningstid på 4 timmar i rumstemperatur. Mold Star™ silikoner härdar till mjuka, starka silikoner som är rivtåliga och har mycket låg långtidskrympning. Gjutformar tillverkade med Mold Star™ är långlivade och lämpar sig väl för gjutning av vax, gips, hartser och andra material. Den härdade Mold Star™-silikonen tål temperaturer upp till 232 °C och är lämplig för gjutning av lågtempererade smälta metallegeringar.
Egenskaper för silikon:
- Härdning vid rumstemperatur
- Mycket flexibel vid rumstemperatur.
- Hög draghållfasthet vid rumstemperatur
- Hög värmebeständighet vid rumstemperatur Hög värmebeständighet
- Låg krympning
- Släppmedel inte nödvändigt
Användningsområden:
- Tillverkning av formar
- Vax- och gipsgjutning
- Motståndskraftig mot de flesta gjuthartser (uretan, polyester, epoxi)
Blandningsförhållandet mellan A och B komponent 1:1. Använd alltid komponenter med identisk partinummer.
| Hårdhet (ShoreA) | Blandningsförhållande | Arbetstid | Härdningstid | Värmebeständighet (min) | Värmebeständighet (max) |
| 15 | 1A:1B | 50 min | 4 h | -53 °C | 232 °C |
| Krympning | Viskositet (cp) | Rivhållfasthet (N/mm) | Draghållfasthet (N/mm²) | Töjning (%) | Färg |
| <0.0254 mm/mm | 12,500 | ~15 | ~3 | 440 | Grön |
Klicka här för att bekanta dig med tillverkning av form.
Behandling av modell
Formsilikon lösgör sig lätt från de flesta materialen. Det är ändå bra att rengöra modellen från smuts, fett och damm m.m., t.ex. med aceton. Ifall modellen har sprickor eller andra ojämnheter på ytan vilka inte är avsedda för att formas på silikonen bör modellen fyllas och spacklas. Även porösa ytor lönar sig att fyllas. Plastilina/bivax och dylika material kan hindra härdning av silikon. Sådant material kan vara bra att förbehandlas med lack.
Silikon kan bilda kemiska bindningar med vissa material. Sådana material är t.ex. silikon, glas och porslin. Vid behov kan man använda vaselin som släppmedel.
Silikonen kan ändra färgen på modellens yta och därför rekommenderar vi tester före formtillverkning.
Tillverkning av silikonform
1. Blanda A och B komponenterna väl i sina ursprungliga kärl. Kom ihåg även kärlbotten och kanterna.
2. Mät A och B komponenterna i förhållandet 1:1. Epoxiofibers additionspolymeriserande silikoner är Formsilikon 1520, 1540 och 623.
3. Blanda komponenterna sinsemellan. Glöm inte kärlbotten och kanterna (formen kan härdas ojämnt ifall blandingen inte är homogen).

4. Luftbubblor kan bildas under omrörning. Bubblorna kan avlägsnas med vakuum (10-20 mbar). Vid val av kärl lägg märke till att silikonen expanderas avsevärt under vakuum. Utan vakuummaskin kan luftbildningen minskas genom att lugnt röra om. Det lönar sig att hälla silikonen från ett kärl med flat kant – den flata kanten spräcker luftbubblorna.
Enkelsidig silikonform
1. Rengör och vid behov ytbehandla modellen.
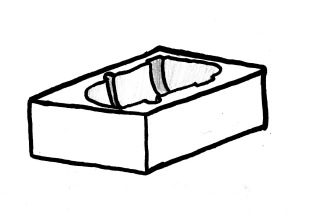
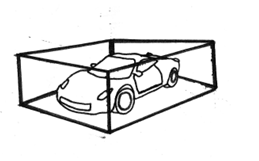
2. Ställ modellen i lådan så att på sidorna och ovanpå återstår ca. 2 cm fritt utrymme.
3. Modellen kan till först penslas med silikon för att spräcka luftbubblorna på ytan.
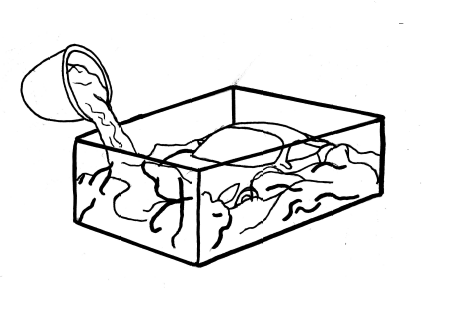
4. Häll silikonen jämnt och lugnt i lådan så att dess yta blir minst 1 cm ovanför modellen.
5. När silikonen har härdat ta bort den ur lådan och modellen.
6. Silikonformen är redo för användning.