
Vakuuminjicering
I vakuuminjicering tillverkas produkten med öppen form. Andra formytan ersätts med vakuumbag eller flexibel formhalva. Enligt grundprincpen sugs hartset in i formen bland de torra väven. I vissa fall kan injektionen göras effektivare m.h.a. övertryck. För att systemet ska fungera måste värdet på övertrycket naturligtvis vara mindre än undertrycket. Hartsflödet kan förbättras med separata distributionsnät och specialarmeringar. I sandwichkonstruktioner kan hartsflödet göras effektivare genom att använda rutskuret kärnmaterial. Specialarmeringar omfattar olika hybridarmeringar där normalt glas- eller kolfiberväv är kombinerat med bleeder.
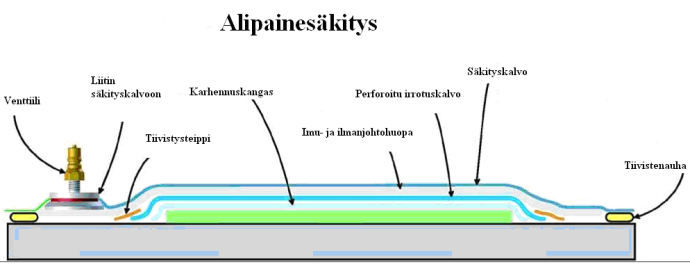
Principen för vakuuminjicering är illustrerad på bilden nedan. Ifall produktens båda ytor ska bli släta eller om seriestorleken är tillräckligt stor kan man ersätta vakuumbagen med en flexibel formhalva, där distributionskanaler och formarnas kanttätningar oftast kopplas fast. Den flexibla formhalvan tillverkas vanligen av någon elastomer eller härdplast.
I jämförelse med handuppläggning är injiceringsmetoderna snabbare och har bättre upprepbarhet. Processerna är även slutna, såvida sprids inte avdunstande ämnen i arbetsomgivningen. Dessutom är det lättare att placera väven i formen när de är torra. Vid behov kan vävskikten bindas fast sinsemellan, antingen mekaniskt eller m.h.a. bindemedel, t.ex. spray-lim.